

801-899 HİDRO PNÖMATİK GÜÇ DONANIMLARI SOĞUK PUNTA - MAKİNALARI
801-899 HİDRO PNÖMATİK GÜÇ DONANIMLARI SOĞUK PUNTA - MAKİNALARI
SOĞUK PUNTA =
Özellikle 2010 yılından bu yana ileri ülkelerde UÇAK - ARABA - BEYAZ EŞYA - SAC İŞLEME - HAVALANDIRMA ve tek katı 0,5mm ile 6mm arasında olan sacları birleştirme amaçlı pek çok üretim alanında SOĞUK PUNTA yöntemi yaygın olarak kullanılmaya başlanmıştır. Soğuk punta ile sac birleştirme % 70 e varan tutum sağlar..
Soğuk punta nasıl çalışır ; Bu konuda yaygın olarak iki yöntem bulunur.
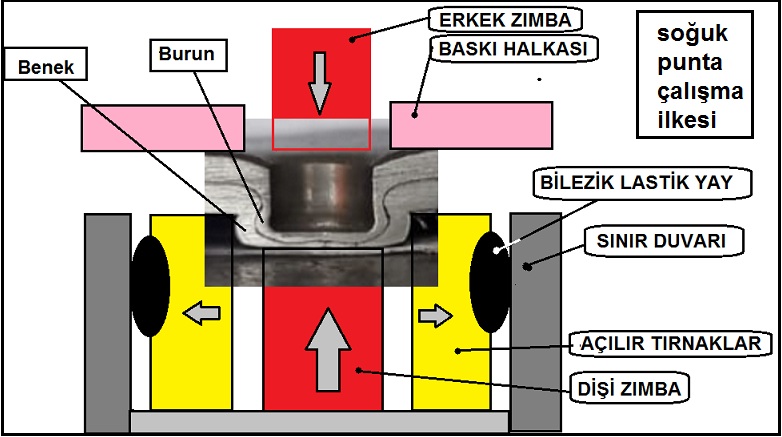
İlki, Amerikan BTM kuruluşunun 1980 yılında patent almasıyla başlamış olan AÇILIR TIRNAKLI DÜZEN ile sac önce çevre baskı çemberi ya da halkası ile sıkıştırılır..Sıkıştırma değerleri yaklaşık şöyledir;
ZIMBA ÇAPI (mm) = 3 …….4……..5……..6…….8
BASKI GÜCÜ (KG) = 90……140…..240…..320…420
ZIMBA GÜCÜ (TON)= 2,5……………………………6,5
Baskı halkası ile sıkışan saca erkek zımba basınçla dalmaya başlar , dişi zımba sac kalınlığına bağlı olarak uygun bir derinlikte bulunur. Zımba üç tırnak üzerinde sıkışmış sacın ortasından dişi kalıbın üzerine doğru dalarak itmeye başlar .Sacın itilen bölümü en sonunda kuyu dibinde bulunan dişi zımbaya değer ve sıkışmaya başlar . İki zımba arasında zımba çapına , gerece ve toplam sac kalınlığına bağlı olarak uygulanan ortalama 3- 4 tonluk basınç ile sıkışan sac iki zımba arasından dışa doğru taşmaya ,yayılmaya , fışkırmaya başlar. Ancak sacın çevresinde bulunan üç adet sıralı tırnak özgür yayılmayı bir ölçüde yavaşlatır.. Bu yavaşlatmaya tırnak arkasında bulunan bilezik lastik yay da yardım eder …Zımba baskı gücü ,en sonunda tırnakların açılmasını sağlayarak alt bölümde küçük bir tepecik benek oluşur… Benek oluşurken de sacların birbirinin üzerinde kayma anında üst sac alt sacın içine doğru burun dalması yaparak asıl tutmayı , bağlantıyı işte bu ara işlem gerçekleştirir.
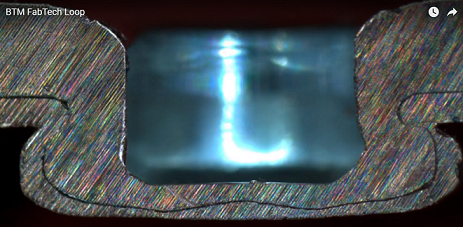 Amerikan BTM benek görünüşü
Amerikan BTM benek görünüşü
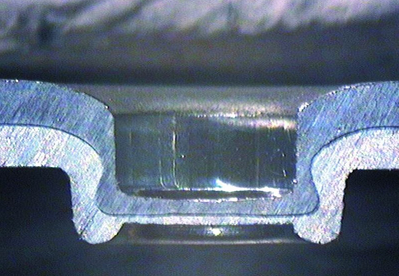 Alman TOX benek görünüşü
Alman TOX benek görünüşü

BMS/ AYDINER her iki yöntemi de düzenli olarak üretmektedir.
İkincisi Alman TOX kuruluşunun 1986 yılında patentlerini almalarıyla başlayan ikinci yöntem olmuştur.. Bu yöntem diğerine göre daha yüksek basınç. ister ..Çıkıntı benek görünüşü havuzludur... Altta bulunna dişi kalıp üzerine çevre baskı tablası indikten hemen sonra, erkek zımba , gereç içine dalmaya başlar . aşağı doğru itilen gereç ,dişi kalıp üzerinde bulunan halka biçiminde havuz yan çukuruna iteklenirken ,üst sac o arada alt sacın içine sızarak bir bağlantı kurar, . her ikisinin iç kesitleri birbirine benzer , ancak dış görünüşleri benzemez… Alman tasarımı daha güzel görüntü verse de daha yüksek basınç ve çok yüksek basınçlara dayanır zımbalar ister. Alman tasarımının bir iyiliği de erkek zımba dışında devingen tek bir parça yoktur , yalnızca zımba ve kuyu yeterlidir. Hangisi daha ucuza soğuk punta basar derseniz ? Amerikan tasarımı az basınçla aynı işi görecek beneği yaratır .. Basınç farkı yaklaşık bir kat fazladır…
Özellikle Alüminyum sac , galvanizli sac birleştirme de yüksek verim ile kullanılır.
Sacı delmeden , ek parça kullanmadan ,ısıtmadan yalnızca kendi gerecini diğerinin içine iterek gerekli bağı kurar…
AUDİ-MERCEDES- BMW-SKODA-VOLKWAGEN- OPEL gibi pek çok araba günümüzde araba kaportasını bu yöntem ile üretmektedir… Örneğin Audi Alüminyum kaporta yapımında çok zor ve pahalı olan Alüminyum puta kaynağı yerine çok kolay ve hızlı SOĞUK PUNTAYI kullanmaktadır. Galvanizli sac kullanan yerler içinde benzer artılar geçerlidir.
Soğuk punta donanımları tek kat olarak 0,4 mm den 6 mm ye değin her türlü sacı , 3- 4 kat sacı , ya da iki, üç ayrı gereçli dilimi de bir basmada birleştirir.. gerekli basınç 2,5 ton dan 13,5 tona doğru değişim gösterir.
istenen basınç değişik yollara sağlanır, En yaygın ve verimli alanı basınçlı hava ile çalışanı olup,
KULLANILAN TÜRLER ŞÖYLEDİR ;
a) Yalnızca basınçlı hava ile işleyen kayar konik kamalı soğuk punta kısgaçları
b) Basınçlı hava ile yağ üzerinde yüksek basınç yaratarak işleyen pek çok tür
c) Elektrik motoru ile yağ pompasından yüksek basınçlı yağ elde etmek ve bununla işletmek
d) Servo motoru ile basınç sağlamak
e) Akülü türlerde elektrik motoru ile mekanik donanım yardımıyla basınç sağlamak
HİDROPNÖMATİK / BASINÇLI HAVA YAĞ DONANIMI İLE NELER YAPILABİLİR?
1- 8 Bar basınçlı hava ile 3-5 ton basınçtan 100 - 200 tona değin pres yapılır.
2- Sac işlemede DELME- ÇÖKERTME - ŞİŞİRME- BÜKME- KURGU- YERLEŞTİRME- SOĞUK PUNTA - KATLAMA – PERÇİNLEME-TUTMA – SIKMA –İTME gibi tüm işlemeleri yapacak ve çok ucuza mal olacak makineler yapılmaktadır, Böylece hidrolik pres , eksantrik pres , abkant pres gibi tezgahların yerine hidropnömatik tezgahlar yaygınlaşmaktadır...
Ülkemiz Türkiyede de çağdaş donanımların güncel olarak yaygınlaşması , bu konuda bize özgü tasarımların gelişmesi kuşkusuz önemlidir. Anadolu gibi bir yurtta başı dik yaşayabilmenin tek bir koşulu var, ÜRETİM TOPLUMU olmak.
Türk ulusu üretim eğitimi alarak kendine yeter duruma gelmesi kaçınılmaz bir gereklilik olup , biz de BMS ve AYDINER kuruluşları olarak gücümüz oranında anılan çağdaş donanımları çeşitlendirip her anlamda güvenilir donanımlar tasarlayıp üreterek Türk üretimine katkımızı sürdüreceğiz..
Özel istek durumunda basınç gerektiren her türlü tek makine ya da çoklu üretim hattı makineleri tasarımını ve yapımını gerçekleştirebilecek bilgi ve deneyimimiz ile
TÜRK MALI OLARAK YAPMAYA HAZIRIZ.. .
Saygılarımızla





.jpg&h=220&w=270&a=t)